
服务支持
封头使用注意点
请按下列顺序进行封头与筒体的组对,既简单又准确地进行组焊,有助于效率提高。
封头与容器筒体的连接
请按下列顺序进行封头与筒体的组对,既简单又准确地进行组焊,有助于效率提高。
01、请测量封头的外周长。若事先进行筒体加工,请向本公司询问预定外周长的尺寸。
02、请将封头外周长4等分,并在筒体和封头上做好标记。
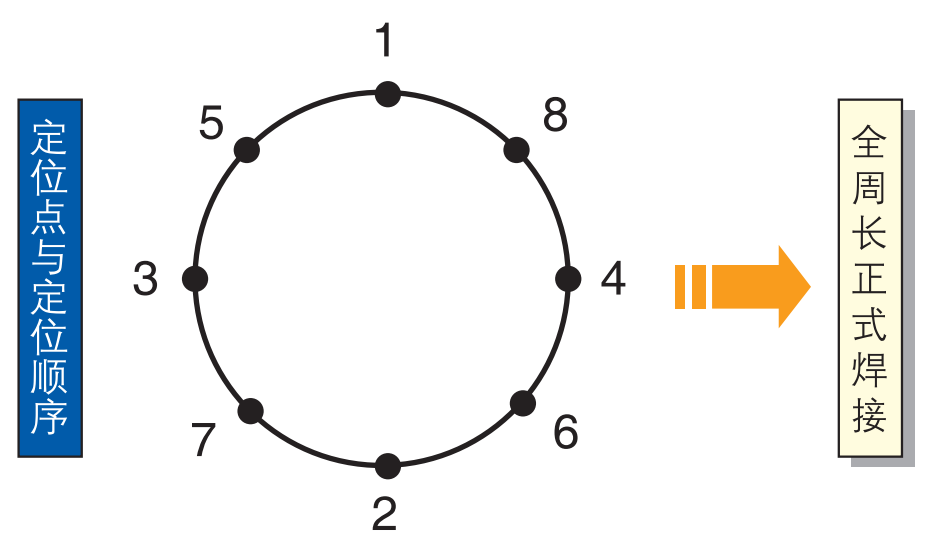
03、按下图顺序进行定位焊接,定位焊的定位点请客户根据直径和板厚自选定位点。
04、定位焊完成后,进行焊接。
注意不锈钢封头表面的防护
S30408(06Cr19Ni10)和304(18-8型)不锈钢属亚稳定奥氏体不锈钢,在450°C~850°C温度范围内加热时,钢材中的碳和铬结合析出碳化铬。因为碳化铬四周的含铬量极度减少,形成贫铬区,容易发生腐蚀。特别是焊接加工的焊道两侧区域和热成形封头容易发生这种现象。
在使用状态下的压力容器产生的主要应力有容器内的压力产生的应力、焊接残余应力、由于封头成形加工产生的残余应力。这三个应力的叠加,使封头与筒体连接的环焊缝部分存在的拉伸应力最大,所以封头与筒体连接的环焊缝两侧易产生应力腐蚀。而表面的划痕、焊渣、飞溅、表面清洗不彻底、采用含氯离子的保温材料等因表面防护不当会引起表面点腐蚀并诱发应力腐蚀。
为避免产生腐蚀,应选择合适的材料,降低S30408(06Cr19Ni10)和304材料中的含碳量,并注意不锈钢封头表面的防护。
请在使用不锈钢封头时注意
封头与筒体组焊后,要及时清理焊缝、热影响区及周围的焊渣、飞溅、污染物,并进行PT检查和表面酸洗。
防止不锈钢封头表面的磕碰划伤。
防止与碳素钢直接接触,避免铁离子污染。
不在露天存放,防雨淋。
结构设计要防止拘束应力过大,避免强制组焊。严格控制错边量和棱角度。
水压试验用水的氯离子含量不得大于25mg/L, 试验后要及时吹干。
需保温的场合,采用不含氯离子的保温材料。
不锈钢酸洗不能用盐酸等还原酸。
严格遵守《容规》规定的介质相容性。




